

















百旺集团
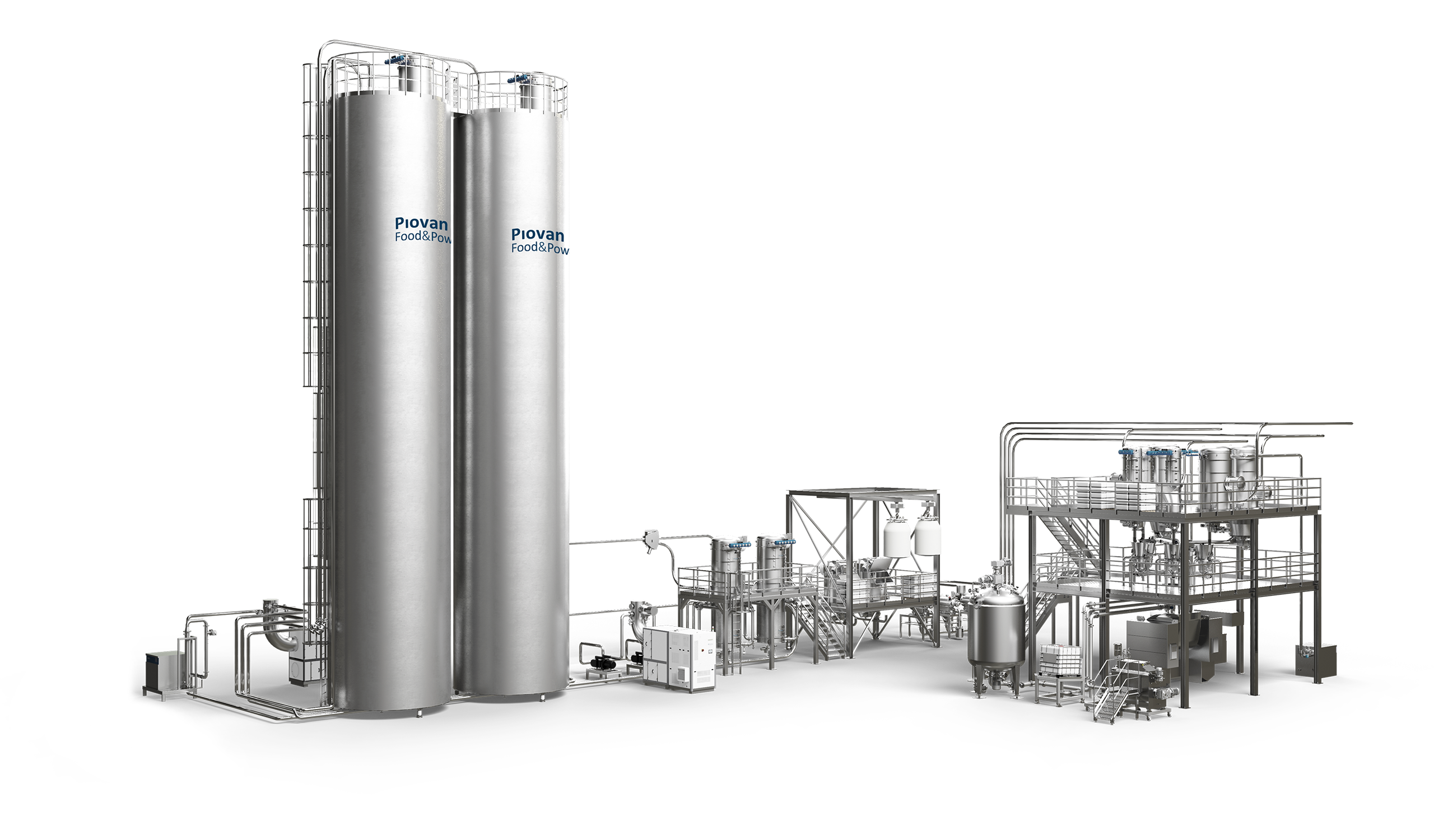
百旺集团是开发和生产用于聚合物和塑料及食品粉末储存、运输和处理的生产过程自动化系统的世界领先者。 我们在全球范围内服务客户,从系统的设计阶段到安装和启动, 提供持续的技术协助和支持。
此外,它一直处于高效综合生态可持续解决方案研究的前沿,这些解决方案优化了原材料的使用和能源资源的消耗,并为工业4.0设计。
定制化解决方案
百旺集团致力于不断创新,为客户提供服务和技术,推动了整个集团的发展,与最终用户共同开发最先进的解决方案。


全球领导力
百旺集团的显著特色是能够在全球范围内提供本地创新的开发系统,并提供定制化的工程解决方案。
这些都归功于服务不同终端市场以及对工业过程的深入了解获得的专业技术。
0
生产 基地
0+
服务和销售 分支机构
0+
我们在70多个国家有办事处



新闻 & 活动






PIOVAN GROUP ACCELERATES ITS INVESTMENT IN FOOD PROCESSING WITH NEW FACILITY IN ITALY
08/04/2026
S. Maria di Sala, Venice
新闻稿



PIOVAN FOOD&POWDERS AT INTERPACK 2026
07/05/2026
Düsseldorf, Germany
Come visit us at Stand B55, Hall 3

PIOVANGROUP AT EXPO PLÁSTICOS 2026
24/03/2026
Guadalajara, Jalisco, Mexico
Come visit us at Stand 1112

PIOVAN FOOD & POWDERS AT CFIA RENNES 2026
10/03/2026
Rennes, France
Come and visit us at Stand 2-D37, Hall 2.3